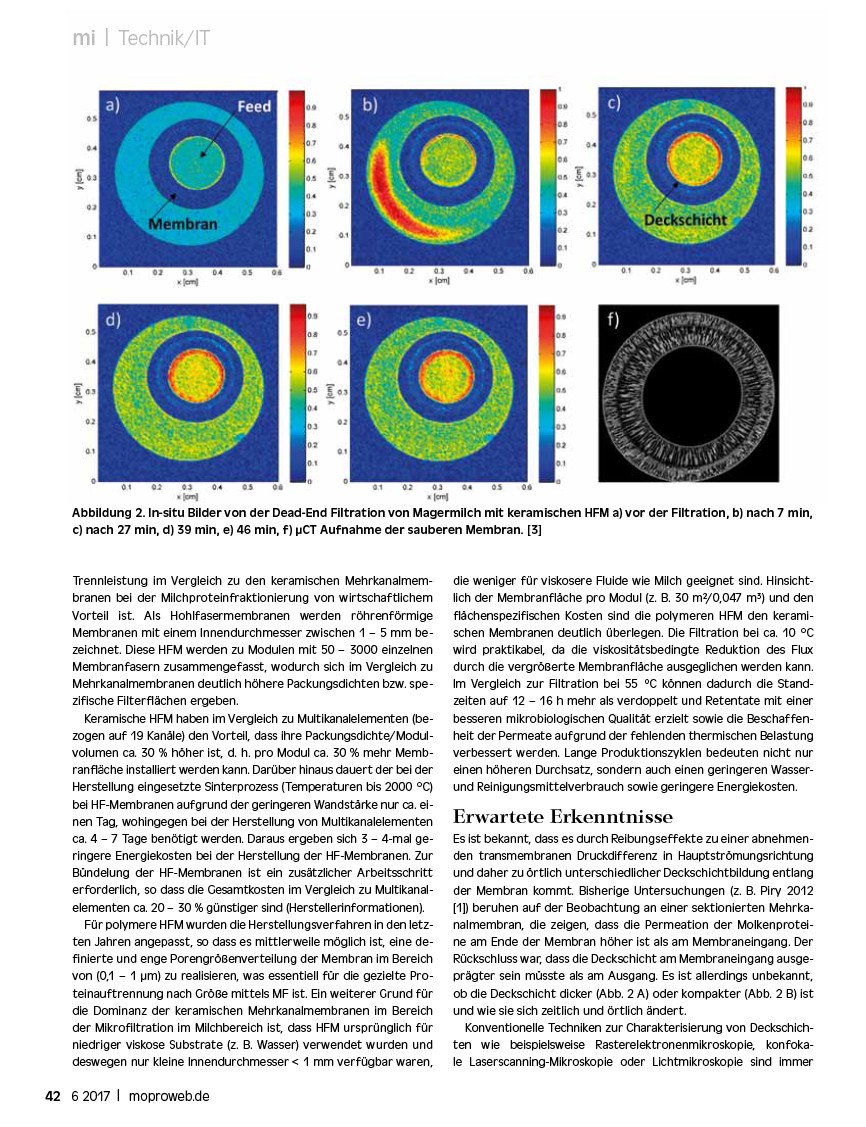
Abbildung 2. In-situ Bilder von der Dead-End Filtration von Magermilch mit keramischen HFM a) vor der Filtration, b) nach 7 min,
c) nach 27 min, d) 39 min, e) 46 min, f) μCT Aufnahme der sauberen Membran. 3
Trennleistung im Vergleich zu den keramischen Mehrkanalmembranen
bei der Milchproteinfraktionierung von wirtschaftlichem
Vorteil ist. Als Hohlfasermembranen werden röhrenförmige
Membranen mit einem Innendurchmesser zwischen 1 – 5 mm bezeichnet.
Diese HFM werden zu Modulen mit 50 – 3000 einzelnen
Membranfasern zusammengefasst, wodurch sich im Vergleich zu
Mehrkanalmembranen deutlich höhere Packungsdichten bzw. spezifische
Filterflächen ergeben.
Keramische HFM haben im Vergleich zu Multikanalelementen (bezogen
auf 19 Kanäle) den Vorteil, dass ihre Packungsdichte/Modulvolumen
ca. 30 % höher ist, d. h. pro Modul ca. 30 % mehr Membranfläche
installiert werden kann. Darüber hinaus dauert der bei der
Herstellung eingesetzte Sinterprozess (Temperaturen bis 2000 °C)
bei HF-Membranen aufgrund der geringeren Wandstärke nur ca. einen
Tag, wohingegen bei der Herstellung von Multikanalelementen
ca. 4 – 7 Tage benötigt werden. Daraus ergeben sich 3 – 4-mal geringere
Energiekosten bei der Herstellung der HF-Membranen. Zur
Bündelung der HF-Membranen ist ein zusätzlicher Arbeitsschritt
erforderlich, so dass die Gesamtkosten im Vergleich zu Multikanalelementen
ca. 20 – 30 % günstiger sind (Herstellerinformationen).
Für polymere HFM wurden die Herstellungsverfahren in den letzten
Jahren angepasst, so dass es mittlerweile möglich ist, eine definierte
und enge Porengrößenverteilung der Membran im Bereich
von (0,1 – 1 μm) zu realisieren, was essentiell für die gezielte Proteinauftrennung
nach Größe mittels MF ist. Ein weiterer Grund für
die Dominanz der keramischen Mehrkanalmembranen im Bereich
der Mikrofiltration im Milchbereich ist, dass HFM ursprünglich für
niedriger viskose Substrate (z. B. Wasser) verwendet wurden und
deswegen nur kleine Innendurchmesser < 1 mm verfügbar waren,
die weniger für viskosere Fluide wie Milch geeignet sind. Hinsichtlich
der Membranfläche pro Modul (z. B. 30 m²/0,047 m³) und den
flächenspezifischen Kosten sind die polymeren HFM den keramischen
Membranen deutlich überlegen. Die Filtration bei ca. 10 °C
wird praktikabel, da die viskositätsbedingte Reduktion des Flux
durch die vergrößerte Membranfläche ausgeglichen werden kann.
Im Vergleich zur Filtration bei 55 °C können dadurch die Standzeiten
auf 12 – 16 h mehr als verdoppelt und Retentate mit einer
besseren mikrobiologischen Qualität erzielt sowie die Beschaffenheit
der Permeate aufgrund der fehlenden thermischen Belastung
verbessert werden. Lange Produktionszyklen bedeuten nicht nur
einen höheren Durchsatz, sondern auch einen geringeren Wasser-
und Reinigungsmittelverbrauch sowie geringere Energiekosten.
Erwartete Erkenntnisse
Es ist bekannt, dass es durch Reibungseffekte zu einer abnehmenden
transmembranen Druckdifferenz in Hauptströmungsrichtung
und daher zu örtlich unterschiedlicher Deckschichtbildung entlang
der Membran kommt. Bisherige Untersuchungen (z. B. Piry 2012
1) beruhen auf der Beobachtung an einer sektionierten Mehrkanalmembran,
die zeigen, dass die Permeation der Molkenproteine
am Ende der Membran höher ist als am Membraneingang. Der
Rückschluss war, dass die Deckschicht am Membraneingang ausgeprägter
sein müsste als am Ausgang. Es ist allerdings unbekannt,
ob die Deckschicht dicker (Abb. 2 A) oder kompakter (Abb. 2 B) ist
und wie sie sich zeitlich und örtlich ändert.
Konventionelle Techniken zur Charakterisierung von Deckschichten
wie beispielsweise Rasterelektronenmikroskopie, konfokale
Laserscanning-Mikroskopie oder Lichtmikroskopie sind immer
mi | Technik/IT
42 6 2017 | moproweb.de