sondern auch an bestehenden
Anlagen eingesetzt werden. Der optische
Verschmutzungssensor in Verbindung mit
dem Adaptive Jet Cleaner bildet die Grundlage
für eine bedarfsgerechte Reinigung.
Ihr volles Potenzial entfalten beide jedoch
erst unter Einbeziehung modernster Methoden
zur intelligenten Prozessführung.
So ist eines der Ziele des laufenden Forschungsprojekts,
in Zusammenarbeit mit
dem LSTM Erlangen, eine intelligente Prozesssteuerung
auf Basis künstlicher neuronaler
Netze (KNN) zu erzeugen. Diese soll in
der Lage sein, den Reinigungsprozess kontinuierlich
auf zwei Ebenen zu optimieren:
1) Inline-Reinigungsoptimierung (z.B. Reinigungsspurbreite)
um kleinere prozessbedingte
Schwankungen abzufedern und 2)
über mehrere Tankreinigungen hinweg die
Gesamtreinigungszeit bzw. Ressourcenverbrauch
zu reduzieren.
Ein Beispiel für Inline-Optimierung: Entstehen
ungewöhnliche Verschmutzungszustände
im Tank (z.B. wegen Abfüllstopp
ein zweiter stark angetrockneter Füllstandskranz
auf niedrigerer Höhe), dann
wird dieser Zustand automatisch vom
System erkannt und bedarfsgerecht behoben.
Es werden also nur lokal auf Höhe
des neuen Füllstandskranz die Reinigungsparameter
(z.B. Druck) angepasst, anstatt
unnötigerweise den vollständigen Tank mit
diesem verstärkten Reinigungseffekt zu
beaufschlagen.
Die große Vision ist die Verknüpfung
des beschriebenen intelligenten Tankreinigungssystems
mit einer Reinigungssimulationssoftware.
Durch Erzeugung eines
„virtuellen Zwillings“ (CAD-Daten + Prozess
2 2018 | moproweb.de 41
Abbildung 2: Adaptive Jet Cleaner mit zwei motorisch frei drehbaren Achsen und
separater Fluidleitung, somit keine Hygienerisiken aufgrund durchströmter Getriebe/
Lager. Ermöglicht maximalen Handlungsspielraum für bedarfsgerechte Tankreinigung
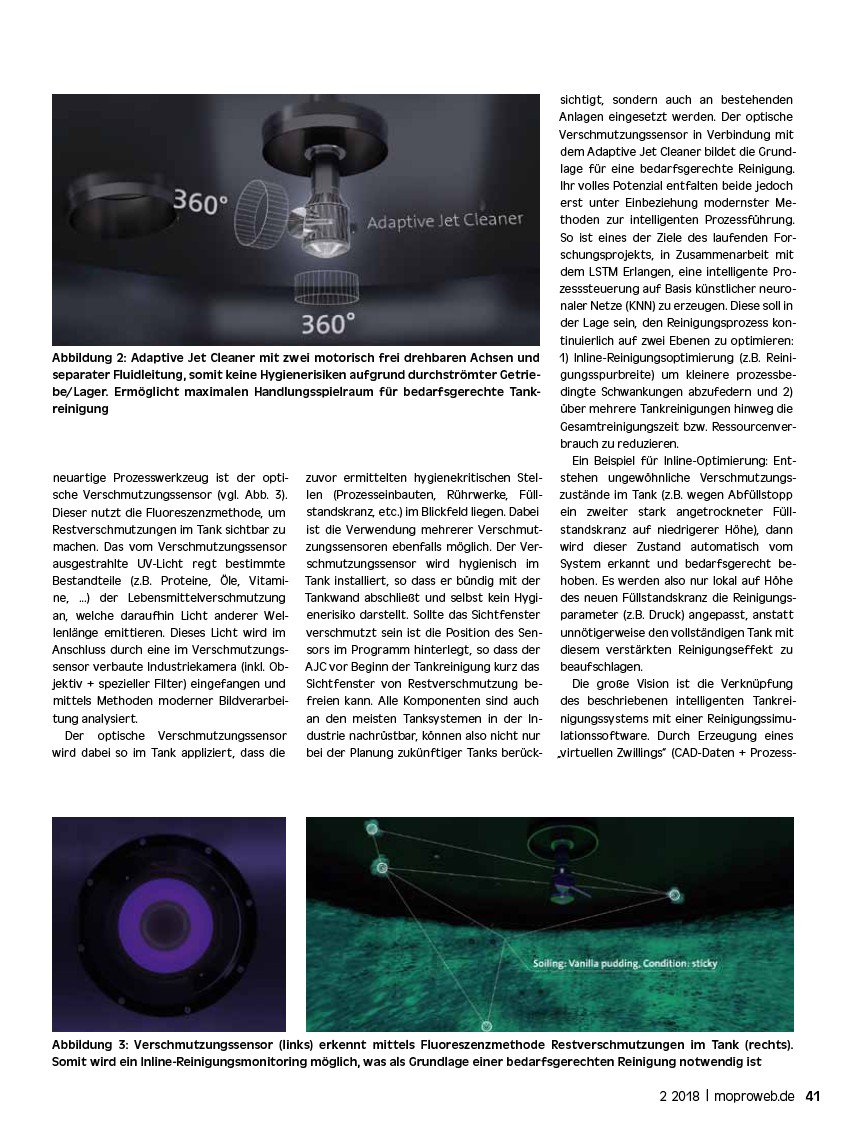
neuartige Prozesswerkzeug ist der optische
Verschmutzungssensor (vgl. Abb. 3).
Dieser nutzt die Fluoreszenzmethode, um
Restverschmutzungen im Tank sichtbar zu
machen. Das vom Verschmutzungssensor
ausgestrahlte UV-Licht regt bestimmte
Bestandteile (z.B. Proteine, Öle, Vitamine,
…) der Lebensmittelverschmutzung
an, welche daraufhin Licht anderer Wellenlänge
emittieren. Dieses Licht wird im
Anschluss durch eine im Verschmutzungssensor
verbaute Industriekamera (inkl. Objektiv
+ spezieller Filter) eingefangen und
mittels Methoden moderner Bildverarbeitung
analysiert.
Der optische Verschmutzungssensor
wird dabei so im Tank appliziert, dass die
zuvor ermittelten hygienekritischen Stellen
(Prozesseinbauten, Rührwerke, Füllstandskranz,
etc.) im Blickfeld liegen. Dabei
ist die Verwendung mehrerer Verschmutzungssensoren
ebenfalls möglich. Der Verschmutzungssensor
wird hygienisch im
Tank installiert, so dass er bündig mit der
Tankwand abschließt und selbst kein Hygienerisiko
darstellt. Sollte das Sichtfenster
verschmutzt sein ist die Position des Sensors
im Programm hinterlegt, so dass der
AJC vor Beginn der Tankreinigung kurz das
Sichtfenster von Restverschmutzung befreien
kann. Alle Komponenten sind auch
an den meisten Tanksystemen in der Industrie
nachrüstbar, können also nicht nur
bei der Planung zukünftiger Tanks berücksichtigt,
Abbildung 3: Verschmutzungssensor (links) erkennt mittels Fluoreszenzmethode Restverschmutzungen im Tank (rechts).
Somit wird ein Inline-Reinigungsmonitoring möglich, was als Grundlage einer bedarfsgerechten Reinigung notwendig ist