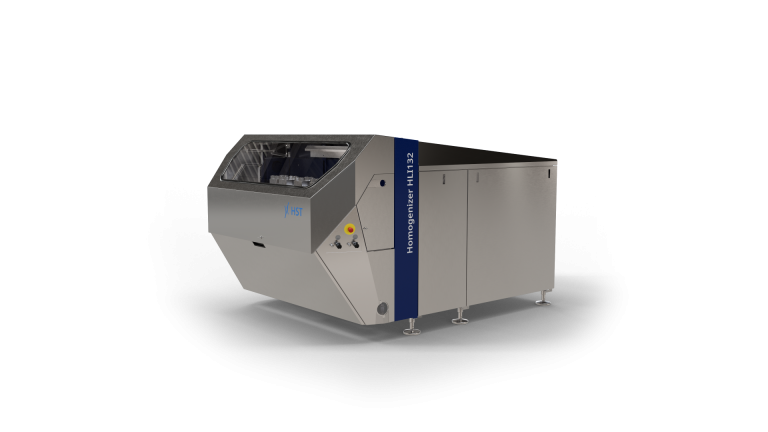
Mit dem HLI 132 bietet HST eine Lösung, die höchste Produktqualität, Effizienz und Nachhaltigkeit in Einklang bringt (Foto: Krones)
Ob Milch, Säfte, chemische oder pharmazeutische Produkte – überall dort, wo Flüssigkeiten besonders fein und stabil verarbeitet werden müssen, kommt die Homogenisierung ins Spiel. Mit dem neuen HLI 132 erweitert HST seine bewährte HLI-Serie um ein Modell, das diese zentrale Aufgabe mit beeindruckender Leistung und Nachhaltigkeit erfüllt.
Mit einer Durchsatzleistung von bis zu 26.500 Litern pro Stunde – abhängig vom Betriebsdruck – ist der HLI 132 ideal für industrielle Anwendungen, bei denen große Mengen effizient verarbeitet werden müssen.
Energieeffizienz und Nachhaltigkeit im Fokus
Bei der Homogenisierung wird das Produkt mit hohem Druck durch ein spezielles Ventil gepresst. Dieses integrierte Homogenisierventil im HLI 132 erlaubt eine exakte pneumatische Einstellung und ermöglicht so die optimale Anpassung an unterschiedliche Produkteigenschaften.
In der sogenannten Homogenisierzone werden Partikel oder Fetttröpfchen stark zerkleinert. Ausgestattet mit einem kompakten Getriebe und interner Schmierung kommt der HLI 132 ohne zusätzliches Kühlwasser oder externe Aggregate für den Antrieb aus. Das senkt Betriebskosten und schont Ressourcen. So können jährlich große Mengen an Energie und Wasser eingespart werden.
Hygienisches Design und präzise Ventiltechnik
Der HLI 132 erfüllt strengste Hygienestandards: CIP mit guter Reinigbarkeit und Vermeidung von Toträumen, Oberflächenqualität nach EHEDG- und 3-A-Standards. Außerdem gibt es die Option der aseptischen Variante inklusive SWU – der HST Sterilwassereinheit. Gerade bei sensiblen Produkten wie Babynahrung oder pharmazeutischen Lösungen sorgt das für maximale Prozesssicherheit.
Kompakt, leise, leistungsstark
Neben seiner hohen Leistungsfähigkeit überzeugt der HLI 132 mit einem Schallschutzgehäuse (<85 dB) und einer kompakten Edelstahlbauweise, die Wartung und Integration in bestehende Produktionslinien erleichtert. Damit bietet HST eine Lösung, die höchste Produktqualität, Effizienz und Nachhaltigkeit in Einklang bringt und Herstellern einen echten Wettbewerbsvorteil verschafft.