12 2019 | moproweb.de 17
Es ist in deutlich verbessertem Hygienic Design ausgeführt, z. B.
mit komplett innenliegenden und erstmalig separaten Versorgungsleitungen
(keine durchspülten Getriebe mehr), selbstreinigend
und selbstüberwachend, kann reinigungskritische Stellen
wie beispielsweise eingebaute Prozesssensorik oder Rührwerke
im Zuge der Detektion anhand erhöhter Fluoreszenz erkennen
und einer besonders intensiven Reinigungsprozedur unterziehen.
Die zylindrische Wandfläche des Tanks wird hingegen einfach
durch z. B. eine von oben nach unten spiralförmig verlaufende
Helix-Reinigungsbahn gereinigt. Der dabei abfließende
Fallfilm kann bei quellbaren Verschmutzungen dadurch bereits
weiter unten liegende Wandbereiche benetzen, die sich dann
wesentlich schneller abreinigen lassen als der anfangs vielleicht
besonders hartnäckig verschmutze Füllstandskranz. Durch eine
entsprechende Erhöhung von z. B. Bahnabstand oder -geschwindigkeit
können Reinigungszeiten drastisch gesenkt werden. Bei
konventionellen Zielstrahlreinigern entsteht durch ein getriebetechnisch
festgelegtes Übersetzungssystem zwischen den beiden
Bewegungsachsen ein feststehendes Orbitalmuster. Dieses
kann besagte Benetzungseffekte nicht gezielt ausnutzen und
es muss nach dem immer gleichen Muster so lange gereinigt
werden, bis auch die kritischste Stelle hinreichend sauber ist. Da
auch diese Standardsysteme derzeit keinem permanenten Inline-
Monitoring unterliegen, kommt nur ein festes Reinigungsregime
in Frage, welches in der Regel am „worst case“ getestet und validiert
wurde. Es liegt nahe, dass damit eine tendenzielle „Überreinigung“
gefahren wird, da Möglichkeiten zur Erkennung und
Ausnutzung verschmutzungsspezifischer, geometrieabhängiger
oder von der Verschmutzungsintensität bestimmter Optimierungspotenziale
fehlen.
Anhand von Versuchen in einem am Institutsteil Verarbeitungstechnik
des Fraunhofer IVV verfügbaren 10.000 Liter Edelstahl-
Testtanks werden die Potenziale deutlich.
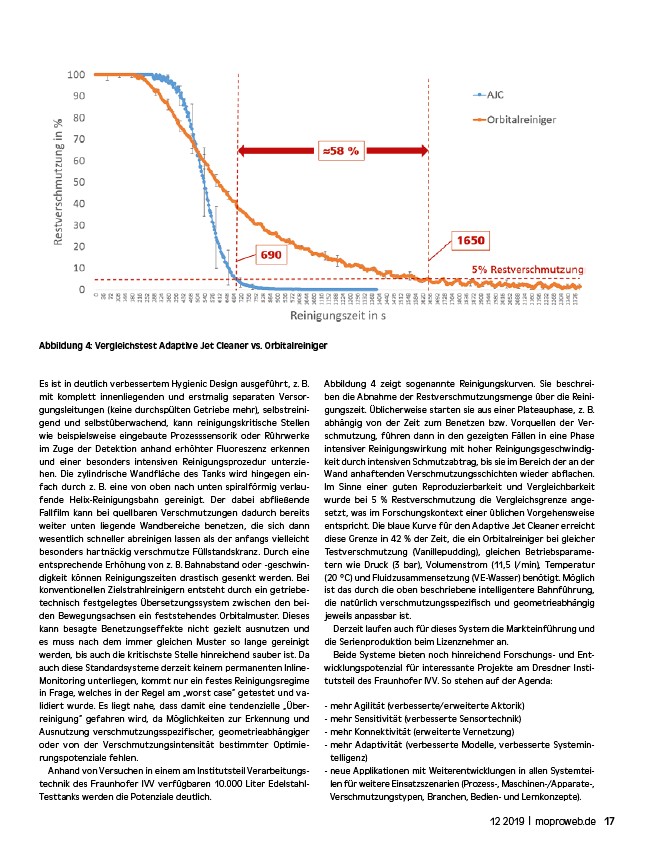
Abbildung 4 zeigt sogenannte Reinigungskurven. Sie beschreiben
die Abnahme der Restverschmutzungsmenge über die Reinigungszeit.
Üblicherweise starten sie aus einer Plateauphase, z. B.
abhängig von der Zeit zum Benetzen bzw. Vorquellen der Verschmutzung,
führen dann in den gezeigten Fällen in eine Phase
intensiver Reinigungswirkung mit hoher Reinigungsgeschwindigkeit
durch intensiven Schmutzabtrag, bis sie im Bereich der an der
Wand anhaftenden Verschmutzungsschichten wieder abflachen.
Im Sinne einer guten Reproduzierbarkeit und Vergleichbarkeit
wurde bei 5 % Restverschmutzung die Vergleichsgrenze angesetzt,
was im Forschungskontext einer üblichen Vorgehensweise
entspricht. Die blaue Kurve für den Adaptive Jet Cleaner erreicht
diese Grenze in 42 % der Zeit, die ein Orbitalreiniger bei gleicher
Testverschmutzung (Vanillepudding), gleichen Betriebsparametern
wie Druck (3 bar), Volumenstrom (11,5 l/min), Temperatur
(20 °C) und Fluidzusammensetzung (VE-Wasser) benötigt. Möglich
ist das durch die oben beschriebene intelligentere Bahnführung,
die natürlich verschmutzungsspezifisch und geometrieabhängig
jeweils anpassbar ist.
Derzeit laufen auch für dieses System die Markteinführung und
die Serienproduktion beim Lizenznehmer an.
Beide Systeme bieten noch hinreichend Forschungs- und Entwicklungspotenzial
für interessante Projekte am Dresdner Institutsteil
des Fraunhofer IVV. So stehen auf der Agenda:
- mehr Agilität (verbesserte/erweiterte Aktorik)
- mehr Sensitivität (verbesserte Sensortechnik)
- mehr Konnektivität (erweiterte Vernetzung)
- mehr Adaptivität (verbesserte Modelle, verbesserte Systemintelligenz)
- neue Applikationen mit Weiterentwicklungen in allen Systemteilen
für weitere Einsatzszenarien (Prozess-, Maschinen-/Apparate-,
Verschmutzungstypen, Branchen, Bedien- und Lernkonzepte).
Abbildung 4: Vergleichstest Adaptive Jet Cleaner vs. Orbitalreiniger